您好!欢迎访问浙江7163银河制药机械有限公司网站!
全国服务咨询热线:
13868817608
13868817608
专业品质,专心服务
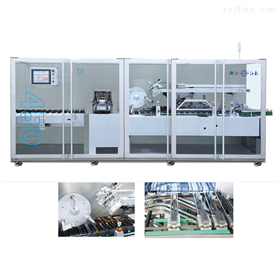
浙江7163银河公司始创于1997年,厂房建筑面积15000平方米左右,是集制药机械、包装机械、食品机械的科研开发、生产制造、销售服务于一体的科技型中小企业,公司2021年3月份通过ISO9001质量管理体系认证复审,2021年11月获得ISO14001环境管理体系认证和ISO45001职业健康安全管理体系认证。 2008年被评为国家高新技术企业,主要产品有药品包装生产线、高效智能包衣机、高速铝塑泡罩包装机、自动装盒机、软胶丸(囊)生产线、自动装箱一体机、自动高速捆包机、湿法制粒流化机组等系列产品。2021年7163银河和英国ATS合作,引进英国ATS冻干技术,成立了“7163银河-英国ATS联合制造中心”,进军冷冻干燥机产品领域。 企业先后获得国家知识产权优势企业、浙江省示范企业、...
查看更多>>新闻资讯
诚信于经营,专注于科技,专业于品质,专心于服务我们的优势
诚信于经营,专注于科技,专业于品质,专心于服务
争做荣誉企业

丰富生产经验

提高产品质量

众多合作客户

完善服务体系




电话
微信扫一扫